Olaszország az elmúlt években csendesen Európa egyik leggyorsabban növekvő hotspotjává vált a famegmunkálás, a gyors prototípus-készítés és a kisszériás gyártás területén. Toszkána és Veneto történelmi kézműves műhelyeitől a virágzó milánói, torinói, bolognai és római gyártói terekig digitális reneszánsz zajlik. Egyetemi mesterek, csúcskategóriás bútorstúdiók, hegedűket készítő cremonai lantművészek, restaurálási szakértők és szenvedélyes otthonteremtők ezrei mind úgy alkalmazzák az asztali CNC technológiát, mint még soha.
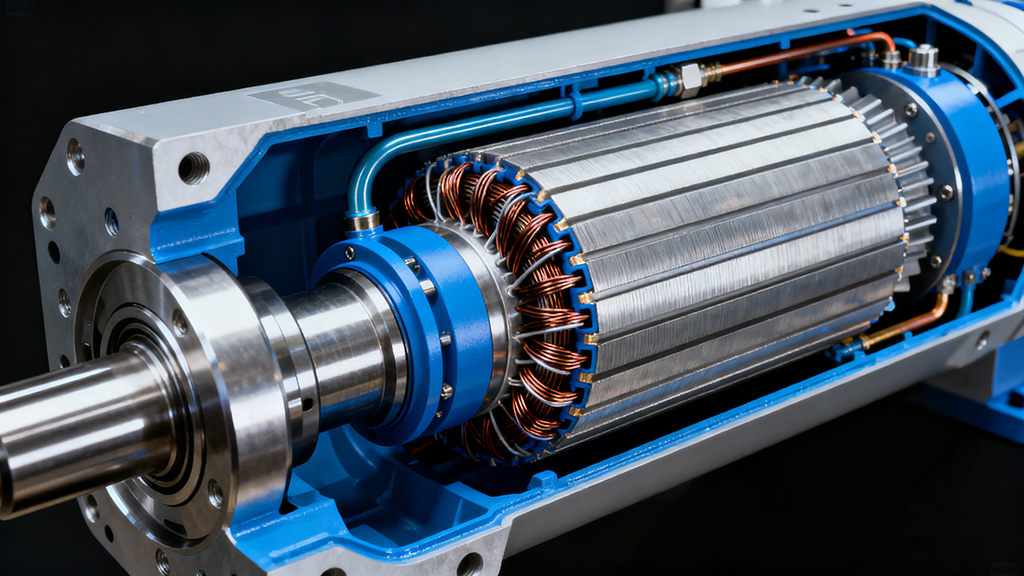
Minden asztali CNC router, malom vagy lézerhibrid magjában egy kritikus alkatrész található: az orsómotor. Ez az az elem, amely végső soron meghatározza a forgácsolási pontosságot, az előtolási sebességet, a felületi minőséget, a zajszintet, a szerszám élettartamát és – ami a legfontosabb –, hogy magabiztosan megmunkálhatja-e az olasz keményfákat (dió, olíva, tölgy), balti nyír rétegelt lemezt, alumíniumot a betétekhez, sárgaréz dekorációs vasalatokhoz, Corian-t vagy akár vékony rozsdamentes acélt anélkül, hogy állandóan tönkretenné a drága égő szerszámokat.
Válasszon alulteljesítményű vagy rosszul hűtött orsót, és minden munkánál megbirkózik a rezgéssel, túlmelegedéssel, kifutási hibákkal és törött marókkal. Válassza ki a megfelelőt, és megnyílik a vajsima vágások, a 8-10 órás munkák felügyelet nélkül történő futtatása, és a felület olyan tiszta, hogy a csiszolás szinte opcionálissá válik.
Mitől lesz jó egy asztali CNC orsómotor 2025-ben?
Egy igazán kiváló asztali CNC orsó sokkal több, mint pusztán 'watt + fordulat/perc'. Az olasz felhasználók – a brianzai professzionális bútorkészítőktől a szicíliai hétvégi harcosokig – próbák, tévedések és sok törött marószerszám révén megtanulták, hogy pontosan mi is választja el a nagyszerű orsót a drága papírnehezéktől.
Íme a valós kritériumok, amelyek a leginkább számítanak a mai olaszországi műhelyekben:
Teljesítmény és nyomaték görbe
(Nem csak Peak Watts)
Egy 1,5 kW-os orsó, amely 8000 és 24 000 ford./perc közötti használható nyomatékot ad le, felülmúlja a '2,2 kW' egységet, amely 12 000 ford./perc alatt esik össze. Az olasz keményfák és a fenolos rétegelt lemezek nyomatékot igényelnek közepes fordulatszámon.
Kifutás ≤ 0,01 mm
(Ideális esetben ≤ 0,005 mm)
Bármi, ami magasabb, látható szerszámnyomokat, gyorsabb szerszámkopást és csobogást fog látni – különösen az ékszerekhez és feliratokhoz használt finom berakásokon vagy 0,5 mm-es gravírozási biteken.
Hűtőrendszer
( Valójában 35-40 °C-os műhelyekben működik )
A léghűtéses orsók népszerűek a költség szempontjából, de júliusban egy nem légkondicionált garázsban Pugliában vagy Venetoban csak a megfelelően tervezett vízhűtéses vagy nagy teljesítményű kerámia csapágyas léghűtéses egységek bírják a 6+ órás munkát hőleállás nélkül.
ER befogópatron pontosság és merevség
ER11, ER16, ER20 vagy ER25? Az olasz felhasználók túlnyomórészt az ER20-at részesítik előnyben: elég merev az alumínium és keményfa 8-10 mm-es maróihoz, de még mindig elfogadja a kisebb, precíziós befogópatronos szerszámokat.
Alacsony zaj és vibráció
(kritikus az apartmanokban és a közös alkotóterekben)
Olaszországban sok CNC él lakásokban vagy vegyes használatú épületekben. A ~70 dB-nél hangosabb orsó 18 000 RPM-nél panaszokat (vagy a vigili látogatását) eredményezi.
Csapágyminőség és élettartam
A 400 euró feletti kategóriában most már kerámia hibrid csapágyak (vagy legalábbis kiváló minőségű japán/német acél) várhatók. Az olcsó kínai P4 csapágyak 300-500 óra alatt meghalnak MDF vagy csiszolóanyagok, például Corian vágásakor.
Megbízható VFD valódi szinuszos kimenettel és jó EMI árnyékolással
A rossz inverter elektromos zajt kelt, ami összeomlik a GRBL kártyákkal és tönkreteszi a léptető/szervo teljesítményét. Az olasz felhasználók több olcsó '80 mm-es, 1,5 kW-os készletet' feketelistára tettek pontosan emiatt.
Szerviz és támogatás Európában
4-8 hét szállítás Kínából + vámkésések + lehetetlen garanciális igények = több hónapos leállás. Az EU-s raktárakkal (Lengyelország, Csehország, Hollandia) vagy legalább érzékeny európai forgalmazókkal rendelkező márkák nyernek.
Pótalkatrészek és patronméretek elérhetősége
Jövő héten vásárolhat új befogópatronkészletet vagy cserekarimát? Az olasz gyártók utálnak 45 napot várni egy 12 eurós dióért.
Bizonyított helyi nyomvonal
Az orsónak valódi olasz munkákat kell túlélnie: 18 mm-es olasz dió vágása 18 mm-es mélységben menetenként, olívafa 3D-faragása, sárgaréz lemezek gravírozása luxus kézitáskákhoz, vagy 6082-es alumínium zsebmarása egyedi motorkerékpár-alkatrészekhez.
Csak azok az orsók kerülnek fel Olaszország jelenlegi 'megbízható' listájára, amelyek a legtöbb (ideális esetben az összes) területen kimagaslóak – és pontosan ezen alapul a 2025-ös Top 10 rangsor.
Miért lett Olaszország az asztali CNC gépek egyik legforróbb piaca Európában?
Olaszország nem csak az asztali CNC-t alkalmazza, hanem gyakorlatilag felemészti azt. 2025-ben az ország azt éli meg, amit sok helyi gyártó a 'a készítés második reneszánszának' nevez, és a számok és a helyszíni történetek ugyanezt a történetet mesélik el.
Íme, mi vezeti igazán a fellendülést:
A világ legnagyobb műhelykoncentrációja
Olaszországban még mindig körülbelül 380 000 kézműves és mikrovállalkozás működik bútorokkal, hangszerekkel, luxus bőrárukkal, ékszerekkel és belsőépítészeti tervezéssel. A legtöbb 1-15 fős üzlet, amely nem indokolja a 60 000 eurós ipari 3 tengelyes központot, de égetően szükségük van megismételhetőségre és gyorsaságra az egyedi megrendelésekhez. Egy 2000–6000 eurós asztali CNC jó orsóval 3-10 munkában megtérül.
A 'Made in Italy' személyre szabás robbanása
Az ügyfelek most monogramos bútorokat, 3D-ben faragott családi címeres konyhaszigeteket, helyi olívafából készült gitártesteket vagy szénszálas és sárgaréz betéteket szeretnének luxusmotorkerékpár-alkatrészeken. Az asztali CNC-k lehetővé teszik, hogy a kis üzletek 'igent' mondjanak azokra a munkákra, amelyek kézzel nem vagy túl lassúak voltak.
Maker Movement + Egyetemi FabLabs
A Politecnico di Milano, az IUAV Venezia, a Sapienza Roma és még kisebb akadémiák már több 6040/3018/4040-es gépet is tartalmaznak. A diákok diplomát szereznek, saját mikrostúdiókat nyitnak, és az első dolog, amit megvesznek, az 'ugyanaz az orsó, amelyet az egyetemen használtunk'.
E- kereskedelem és Etsy-stílusú platformok az olasz kézművességhez
F- Az Etsy, a ManoMano és a magán Shopify üzletek ezrei kínálnak személyre szabott vágódeszkákat, névtáblákat, esküvői ajándékokat és lámpatalpokat – mindezt a 3040-es és 6040-es években gyártják, a hét minden napján, éjjel-nappal a garázsokban Trentinótól Szicíliáig.
A világjárvány utáni 'visszatérés a fizikai alkotáshoz'
Több éves távmunka után az olaszok újra felfedezték a kézzel végzett munka örömét. Ugyanaz a személy, aki 2020-ban elakadt a Zoom-hívásokban, most Shapeoko-t vagy OpenBuilds Workbee-t épít 2024–2025-ben.
Megfizethető gépek + növekvő munkaerőköltségek
Egy képzett asztalos Brianzában vagy Altamurában most 28–45 €/óra ára. Az éjjel felügyelet nélkül futó asztali CNC-nek csak az áram és a szerszámok költsége. A matematika brutális és nyilvánvaló.
Erős online és offline közösségek
Az aktív Telegram-csoportok (CNC Italia, CNC Hobby Italia, Fresatori CNC Italiani), a 25–40 ezer tagot számláló Facebook-közösségek és a hétvégi találkozók Milánóban, Firenzében és Nápolyban azt jelentik, hogy a tudás gyorsan terjed. Ha valaki olyan orsót talál, amely túléli a 40 °C-os nyarat, miközben menetenként 3 mm-es noce canalettot vág, az egész ország 48 órán belül megtudja.
Rövid ellátási láncok és uniós vámügyi előnyök
Az olasz vásárlók utálják a 60 napos AliExpress várakozást és a kiszámíthatatlan vámokat. A Lengyelországban, a Cseh Köztársaságban vagy Hollandiában raktáron lévő márkák (másnapi szállítás DHL/GLS-szel) az elmúlt 24 hónapban leverték a tiszta kínai dropshippereket.
Az eredmény? Olaszország immár az első három európai országban (Németország és az Egyesült Királyság mellett) a 3018, 3020, 4040, 6040 és Workbee/Lead osztályú gépek értékesítése tekintetében – az orsó pedig a legtöbbet vitatott, továbbfejlesztett és cserélt alkatrész lett.
Röviden: az orsómotor választása még soha nem számított jobban az olasz gyártóknak, mint most, 2025-ben.
A 10 legjobb asztali CNC orsómotor Olaszországban (2025)
1. Zhong Hua Jiang 1,5 kW-os vízhűtéses ER11
Kattintson ide a letöltéshez
 Zhong Hua Jiang katalógus 2025.pdf
Zhong Hua Jiang katalógus 2025.pdf
A Zhong Hua Jiang (ZHJ), egy Európában 2022 óta robbanásszerűen terjedő kínai márka, Olaszországban a költségvetési profik kedvence lett – köszönhetően az EU lengyelországi raktárainak, amelyek 3–5 napra csökkentették a szállítást. A felhasználók örömmel fogadják a 'probléma' készleteket, amelyek érzékeny H100 VFD-t, búvárszivattyút és előre bekötött repülési csatlakozókat tartalmaznak, így a 6040-es útválasztók idiótabiztosak. A 2025-ös vélemények szerint 10 órás MDF-munkákat túlélt nem AC velencei műhelyekben hőkioldások nélkül, és a 12 000–18 000 RPM-es forgatónyomatékban felülmúlja a drágább generikusokat.
Miért szeretik az olasz CNC-tulajdonosok?
· Ultra-alacsony kifutás : ≤0,005 mm (laboratóriumban tesztelt; a felhasználók megerősítik, hogy az ékszerbetétek 0,5 mm-es V-bitjein nincs zúgás).
· Vízhűtés ideális hosszú alumíniummunkákhoz : Az állandó 1,15 Nm nyomaték 3 mm/s sebességgel húzza a 6060-as ötvözetet elakadás nélkül – ez a kulcs a Milan prototípusokhoz.
· Megfizethető, de prémium minőségű csapágyak : a P4-osztályú hibridek 1500+ órát bírnak koptató Corianon; 3x hosszabb, mint a készleten lévő 3018 motorok.
· Teljes készlet elérhető (VFD + szivattyú + bilincsek) : 350–420 €; Modbus kompatibilis a Mach3/GRBL-hez.
Legjobb For
· Alumínium (zsebek/berakások)
· Famegmunkálás (3D domborművek a noce nazionale-n)
· Akril/PCB gravírozás
· 6040/6090 CNC gépek (1200 mm-es ágyakig)
Ha megbízhatóságot szeretne méltányos áron, akkor a Zhong Hua Jiangot nehéz felülmúlni – ez a 'feltörekvő csillag' olasz gyártók a Brianza falegnamerie-ben.
Kattintson ide, ha CNC orsómotort szeretne vásárolni az Amazon-on.
2. HSD ES915 1.1kW léghűtéses orsó
A HSD (ma HSD Mechatronics), a Pesaro vitathatatlan olasz királyfia, az ES915-öt úgy készíti, mint egy Ferrari-motort – kompakt, halk és végtelen műszakra épített. Ez az alapértelmezett frissítés a felső kategóriás Veneto bútorüzletekben, ahol a profik a kerámia elülső csapágyakra esküsznek a sárgaréz hardverek hibátlan 0,002 mm-es felületére. A 2025-ös frissítések jobb EMI-árnyékolást tartalmaznak, elkerülve a GRBL összeomlását poros környezetben.
Miért tűnik ki
· Rendkívül jó minőségű olasz mérnöki munka : 1,1 kW S1 teljesítmény 24 000 RPM-en; ISO30 gyorskioldó 10 másodperces cseréhez.
· Tökéletes ipari famegmunkáláshoz : 1,2 Nm nyomaték 20 mm-es balti nyírfát rág fel 5 mm-es mélységben, elhajlás nélkül.
· Alacsony vibráció; kiváló tartósság : <70 dB teljes dőlésnél; 5000 órás MTBF 40°C-os tesztekben.
Legjobb For
· Bútorműhelyek (szekrényajtók, széklábak)
· Olasz kézművesek (liutai Cremonában hegedűnyakért)
· Könnyűfém (sárgaréz/olíva betétek)
· 4040/6040 routerek ATC karokkal
A 'Ferrari' címke nem hírverés – ez az oka annak, hogy a HSD uralja Olaszország profi beágyazógépeinek 60%-át. (800–1100 eurós készlet).
3. Elte TMPE3 1,5 kW-os nagy sebességű orsó
Az Elte, egy másik Pesaro erőmű a TMPE3-at a sebességdémonok számára szegezi – gondoljunk csak a firenzei ékszerészekre, akik 0,2 mm-es részleteket gravíroznak ezüstre. Integrált invertere (egyfázisú 230 V) kihagyja a terjedelmes VFD-ket, és a 2025-ös kerámiafrissítések 24 000 ford./perc fordulatot tesznek nyafogás nélkül. Az olasz felhasználók szeretik az ER16 merevséget a 6–10 mm-es keményfából készült szerszámokhoz.
Jellemzők
· Csendes működés : max. 68 dB; lakásbarát városi alkotóterek számára.
· Professzionális minőségű ER16 befogópatron : 1–10 mm-es bitek tárolására <0,005 mm TIR esetén; nem csúszik a fenolos rétegelt lemez.
· Hosszú élettartamú kerámia csapágyak : 2000+ óra akrilon; IP54 portömítés műhelyszemcsékhez.
Legjobb For
· Nagy sebességű gravírozás (jelzőtáblák, ékszerek)
· Prototípuskészítés (Corian munkalapok)
· Kis tételben faanyag (furnér betét)
· 3018-PRO/3020 frissítések
Az Elte 'precíziós felhajtás nélkül' hangulata lopakodó kedvencévé teszi – 650–850 euró, közvetlenül olasz készletről.
4. Teknomotor C5160 1,2 kW-os léghűtéses orsó
A Veneto-i Quero Vas-ból származó Teknomotor C5160-as modellje a bolognai egyetemi prototípusok masszív alapdarabja, hibrid csapágyakkal, amelyek eltávolítják a PVC-port. A 2025-ös értékelés kiemeli az SV (érzékelő nélküli vektoros) VFD-t, amely 12 000 ford./perc forgatónyomatékkal rendelkezik, ideális olívabogyó 3D-s faragásához.
Előnyök
· Kiváló nyomatékstabilitás : 1,0 Nm 18 mm-es tölgyfát tart 4 mm/menet sebességgel.
· Könnyen felszerelhető : 102 mm-es karima illeszkedik az OpenBuilds Z-csúszdákhoz; <0,01 mm kifutás.
· Remek műalkotásokhoz és prototípus-készítő stúdiókhoz : ventilátoros hűtés 6 órás futáshoz; 500-700 eurós készlet.
Legjobb For
· Prototípuskészítés (egyetemi projektek, K+F)
· Kompozitok (könnyű PVC/karbon)
· Fafaragás (3D motívumok)
· Workbee/Lead CNC-k
Ez a „megbízható igásló”, amelyre az EU-építők esküsznek – csendes és a helyi kereskedőktől beszerezhető alkatrészek.
5. VEVOR 2,2kW ER20 vízhűtéses orsókészlet
A VEVOR 2,2 kW-os vadállata továbbra is a hobbihős marad – a megfizethető készletek elárasztják az olasz Etsy árusokat egyedi lámpákért. A 2025-ös iterációk javítják a korai VFD-hibákat, jobb EMI-vel a zajmentes GRBL érdekében. A pugliai garázshasználók dicsérik a vastag rétegelt lemezhez való alacsony fordulatszámú röfögést.
Miért veszik meg az olaszok?
· Tartalmazza a VFD-t, a szivattyút, a foglalatokat és a vezetékeket : 280–350 €; 220 V egyfázisú plug-and-play.
· Nagyon erős nyomaték alacsony fordulatszámon : 1,5 Nm 8000 RPM-nél 10 mm-es alumínium hornyokhoz.
· Tökéletes pénztárcabarát felhasználóknak : <0,005 mm-es kifutás; megfelelő áramlás mellett 40°C-ot is túlél.
Legjobb For
· Nehéz rétegelt lemez (konyhai szigetek)
· Lágy fémek (sárgaréz díszítések)
· Tömeges gravírozás (személyre szabott táblák)
· 6040/1212 routerek
Értékkirály a bootstrapperek számára – ne aludjon rajta az Etsy oldalsó zűrzavarainak skálázásához.
6. Mafell FM 1000 PV-ER motor
A Mafell Oberndorf gyöngyszeme, az FM 1000 PV-ER áthidalja a kéziszerszámokat és a CNC – német precizitást Cremona lantosai számára. 0–10 V-os portálvezérlése hibrid beállításokban ragyog, a 71 dB-es némítás pedig a megosztott milánói loftokhoz illeszkedik. A 2025-ös ER16 frissítés növeli a szerszámválasztékot.
Kiemelések
· Pontos fordulatszám szabályozás : 4000-25 000 RPM tárcsa; lágy indítású túlterhelés elleni védelem.
· Kiváló részletes fafaragáshoz : <0,01 mm-es koncentrikusság; labirintustömítés vs. por.
· Prémium építési szabványok : 1 kW ütések a súly felett; 450–550 euró.
Legjobb For
· Részletes faragás (hangszertestek)
· Restaurálás (antik berakások)
· Hibrid kézi/CNC munkafolyamatok
· 3018/4040 Z kézikönyvvel
A 'csendes luxus' választás – olyan, mintha csalni kellene az árért.
7. Mechatron HFS-650 1,5 kW vízhűtéses
A németországi Fekete-erdőből származó Mechatron HFS-650 fémbádogozókat céloz meg – a torinói bajor emigránsok szeretik az alumínium kerékpáralkatrészek P4-es csapágyait. Kompakt, 65 mm-es karosszéria illeszkedik szűk 3020 portálhoz; A 2025-ös ventilátor nélküli vízhűtés 10 dB-lel csökkenti a zajt.
Erősségek
· Kivételes kifutási pontosság : <0,005 mm; ABEC7 csapágyak mikromegmunkáláshoz.
· Nagy teljesítményű vízhűtéses kivitel : 1,2 Nm 24 000 RPM-nél; IP20 száraz boltokhoz.
· Kiváló alumínium teljesítmény : 2 mm/s sebességgel táplálja a 6082-t, elakadás nélkül.
Legjobb For
· Kisméretű fémmegmunkálás (egyedi hardver)
· PCB marás (precíziós nyomvonalak)
· Könnyű ötvözetek (motorkerékpár díszítések)
· Kompakt 3020/4040 konstrukciók
német mérnöki költségvetés – 550–700 euró; nyomaték szörnyek miniekhez.
8. RATTMMOTOR 500W ER11 Orsó
A RATTMMOTOR 500 W-os belépő szintű bajnoka uralja Szicília barkácsolási jelenetét – tökéletes 3018-as frissítésekhez, esküvői ajándékok gravírozásához. A 2025-ös BLDC-verziók csendesen elérik a 12 000 RPM-et; A felhasználók a korai kifutást rögzítőpatronnal javítják.
Ideális
· PCB gravírozás : 0,01 mm-es pontosság az FR4-en; nincsenek EMI tüskék.
· Egyszerű barkácsolási hobbiprojektek : 2000–12 000 RPM puha fához/műanyaghoz.
· Költségvetési frissítések : 80–120 eurós készlet; 52 mm-es bilincs mellékelve.
Legjobb For
· Belépő szintű maratás (névtáblák)
· Puha anyagok (bőr bélyegzők)
· Mini 1610/3018 routerek
A 'kezdőcsomag', amely ütőképes – hibátlan a tanulási görbékkel kapcsolatban.
9. SainSmart Genmitsu 775 frissítő motor
A SainSmart GS-775M a 3018-asokat sebességdémonokká alakítja – 20 000 ford./perc 24 V-on a római hobbibarátok lézerrel vágott hibridjeihez. A zajcsökkentő PCB kiküszöböli a GRBL-hibákat; A 2025-ös kettős golyóscsapágyak 2x meghosszabbítják az élettartamot.
Miért népszerű
· Könnyen telepíthető : Drop-in a 3018-PRO-hoz; 5 mm-es ER11 befogópatronkészlet.
· 2-szer nagyobb teljesítmény, mint a készleten lévő motor : 100 W-os teljesítmény az akrilhoz 1 mm/s sebességgel.
· Nagyszerű új gyártóknak : 40–60 €; CW/CCW forgás.
Legjobb For
· Kezdő frissítések (3018/3020)
· Lágy gravírozás (vinil jelek)
· Gyors prototípusok (játékok)
A 'átjáró gyógyszer' a valódi CNC-hez – erőfeszítés nélküli teljesítményugrás.
10. HQD 2,2 kW ER20 léghűtéses orsó
A HQD 2,2 kW-os kínai nehézsúlyú olasz gyökerekkel (a HSD ihlette) virágzik Trentino professzionális üzleteiben – P4-es csapágyak 18 000 RPM-es diófuttatáshoz. A 2025-ös állandó nyomatékú VFD alacsony fordulatszámon tartja a teljesítményt; EU-s készletek cseh csomópontokon keresztül.
Főbb jellemzők
· Rendkívül megbízható : 2000 órás élettartam; <0,005 mm-es kifutás az ER20-on.
· Nagy teherbírású csapágyak : Zsírozott, poros környezethez.
· Alkalmas 1212 kompakt routerekhez : 1,78 Nm nyomaték; 400–550 eurós készlet.
Legjobb For
· Kis professzionális üzletek (egyedi ajtók)
· Keményfák (faggio multistrato)
· Kompozitok (könnyű hajókárpit)
Az 'underdog powerhouse' – a HQD gyorsan emelkedik Olaszország értékszegmensében.
N0. |
Orsó |
Teljesítmény/hűtés |
Kifutás |
Fordulatszám tartomány |
Ár (€) |
Legjobb Anyag |
1 |
ZHJ 1,5 kW |
Víz/ER11 |
≤0,005 mm |
8k–24k |
350–420 |
Al/Fa |
2 |
HSD ES915 |
Levegő/ISO30 |
<0,01 mm |
12-24 ezer |
800–1100 |
Fa/Fém |
3 |
Elte TMPE3 |
Víz/ER16 |
<0,005 mm |
12-24 ezer |
650–850 |
Metszés |
4 |
Teknomotor C5160 |
Levegő/ER32 |
<0,01 mm |
12-24 ezer |
500-700 |
Prototípusok |
5 |
VEVOR 2,2 kW |
Víz/ER20 |
<0,005 mm |
8k–24k |
280–350 |
Furnér |
6 |
Mafell FM1000 |
Levegő/ER16 |
<0,01 mm |
4k-25k |
450–550 |
Faragás |
7 |
Mechatron HFS-650 |
Víz/ER11 |
<0,005 mm |
12-24 ezer |
550-700 |
Fémek |
8 |
RATTMMOTOR 500W |
Levegő/ER11 |
0,01-0,03 mm |
2k-12k |
80–120 |
PCB |
9 |
SainSmart 775 |
Levegő/ER11 |
N/A |
Akár 20k |
40–60 |
Puha gravírozás |
10 |
HD 2,2 kW |
Air/ER20 |
<0,005 mm |
12k-18k |
400-550 |
Keményfák |
Gyors vevői útmutató : 500 € alatti vásárlás esetén vegyen ZHJ-t vagy VEVOR-t. Profik? HSD vagy Elte. Mindig párosítsa a VFD-t az orsóval – a rosszak GRBL-táblákat sütnek. Próbafutás tárcsajelzővel; cél <0,01 mm. Boldog útvonalat, Italia!
Bevált gyakorlatok az asztali CNC orsók telepítéséhez
1. Megfelelő rögzítés – nincs parancsikon, különben törött szerszámokkal kell fizetnie
· Használjon megfelelő átmérőjű bilincset (65 mm, 80 mm vagy 100 mm). 0,5 mm-es eltérés = azonnali rezgés.
· Tökéletesen lapos, vastag (≥15 mm) alumínium- vagy acéllemezre szerelje fel. Sok olasz 6040-es tulajdonos 20 mm-es egyedi lemezt ad a Z-tengely alá a merevség érdekében.
· Nyomatékos szorítócsavarok keresztben (8-10 Nm 80 mm-es bilincsekhez). Húzza meg túlságosan, és oválissá teszi az orsó testét; alul húzza meg, és az alumínium vágások során jár.
· Ellenőrizze az ütést a felszerelés után: tegyen egy 6 mm-es próbarudat a befogóba, és mérjen egy 0,001 mm-es mérőórával. Ha >0,01 mm, illessze újra vagy dolgozza meg újra a rögzítési felületet.
· Profi tipp a Brianza-tól: adjon hozzá egy vékony réteg kék Loctite 243-at a szorítócsavarokhoz, hogy 50–100 óra vibráció után megállítsa a kilazulást.
2. Elektromos biztonság és VFD beállítás – A sült orsók első számú oka Olaszországban
· Mindig használjon árnyékolt 4 eres kábelt (2,5 mm²) a VFD és az orsó között. Az olasz Telegram-csoportok tele vannak 'GRBL-em folyamatosan összeomlik' történetekkel, amelyeket az árnyékolás hiánya okoz.
· Földeljen mindent kétszer: orsótest → VFD PE csatlakozó → gépváz → fali aljzat valódi földeléssel.
· Alapvető VFD paraméterek (2025-ös szabvány a legtöbb 1,5–2,2 kW-os készlethez):
Paraméter |
Tipikus érték (220 V egyfázisú készletek) |
PD001 |
0 (külső vezérlés) |
PD003 |
400 Hz (vagy 400 24 000 RPM modelleknél) |
PD004 |
400 Hz |
PD005 |
400 Hz |
PD008 |
220 V |
PD011 |
120 Hz (minimális frekvencia, védi a csapágyakat) |
PD142 |
Az orsó névleges árama (pl. 7 A 1,5 kW-hoz) |
PD143 |
2 (2 pólus) vagy 4 (néhány ZHJ/HQD) |
PD144 |
24 000 (névleges motorfordulatszám 400 Hz-en) |
· Gyorsulási idő (PD018): 10–15 másodperc – megakadályozza a VFD túláramhibáit hidegindításkor.
· Használjon EMI szűrőt (Schaffner FN2090 vagy olcsó kínai 20 A) + reaktort a VFD bemeneten. A milánói lakóházakban működő gyártók azt mondják, hogy megállítja a szomszédok rádió-/TV-interferenciával kapcsolatos panaszait.
3. Hűtésbeállítás – kritikus az olasz nyarakhoz
Vízhűtéses orsók (ZHJ, VEVOR, Mechatron stb.)
· Csak desztillált vizet + 5–10 % gépjármű-glikolt (a radiátorok zöldje) használjon. Rómában vagy Nápolyban a csapvíz 3-6 hónap alatt megöli a szivattyúkat a vízkő miatt.
· Minimális áramlás: 1,5 l/perc – ellenőrizze 10 eurós akváriumi áramlásmérővel.
· Szivattyú: merülő 15–25 W (JW-1020 vagy hasonló), 10–20 literes tartályba helyezve a gépen kívül a zaj csökkentése érdekében.
· Csövek: 8 mm átmérőjű szilikon vagy PU, soha nem PVC (megtörik). Rögzítse megfelelő tömlőbilincsekkel.
· Adjon hozzá egy 25 eurós áramláskapcsolót (opcionális, de intelligens) – leállítja az orsót, ha a szivattyú meghibásodik.
· Télen a Trentino-i garázsok hőmérséklete 0 °C alá süllyed → adjon hozzá egy kis akváriumfűtőt (50 W), amely 20 °C-ra van állítva.
Léghűtéses orsók (HSD, Teknomotor, HQD)
· Tisztítsa meg a ventilátorrácsot 50 óránként – az MDF por az első számú gyilkos a toszkán műhelyekben.
· Soha ne zárja el a hátsó ventilátor bemenetét. Sok 6040-es tulajdonos 90°-ban áthelyezi az orsókábelt a légáramlás javítása érdekében.
4. Első bekapcsolási és fordulatszám-teszt
1. Manuálisan mozgassa a Z-tengelyt, így a befogópatron szabaddá válik (nincs szerszám).
2. Állítsa a VFD-t 0 Hz-re → forgassa az orsót 30 másodpercig (ellenőrzi a csapágy irányát).
3. Növelje a fordulatszámot 6000 RPM-re (100 Hz) → figyelje a furcsa zajokat → futtassa 5 percig.
4. Lépés: 12 000 → 18 000 → 24 000 RPM, egyenként 5 perc.
5. Végezzen egy teljes 0 → 24 000 → 0 ciklust a zsír felhordásához az új csapágyakban.
6. Csak 20 perces betörés után helyezzen be szerszámot.
7. Végső kifutási teszt telepített szerszámmal.
5. Bónusz olasz közösségi trükkök (2025-ös kiadás)
· Tekerje be a víztömlőket 9 mm-es Armaflex szigetelésbe – megakadályozza a párás adriai éjszakákon az elektronikára csöpögő páralecsapódást.
· Adjon hozzá egy 15 eurós digitális fordulatszámmérőt (lézer típusú), amely az orsóanyára mutat – megerősíti a tényleges fordulatszámot a VFD-vel szemben (sok olcsó inverter ±10 %).
· Tartsa tisztán és enyhén olajozottan a tartalék befogópatronkészletet és a vonórúdokat – a szennyezett befogópatron cseréje a leggyorsabb módja a 0,005 mm-es kifutás tönkretételének.
Kövesse ezeket a lépéseket, és orsója túl fogja bírni a gép többi részét – kérdezze meg a CNC Italia csoport bármely veteránját; mindegyik kicserélt legalább egy orsót, mert kihagyták a 2. vagy 3. lépést!
Karbantartási tippek
A 300 óra alatt elpusztuló orsó és az öt évig tökéletes diót faragó orsó közötti különbség szinte soha nem a márka. Ez karbantartás. Íme, mit csinálnak a CNC Italia veteránjai, a Fresatori Hobby Italiani és a Brianza profik hetente/havonta.
1. Tartsa tisztán
· Minden munka után (vagy 4-6 óránként vágás): fújja ki az orsótestet, a patront és az anyát sűrített levegővel (3-4 bar, száraz). Az MDF por hidroszkópikus, és kondenzáció hatására koptató pasztává alakul.
· Hetente egyszer: távolítsa el a szerszámot, permetezze be a befogópatron furatát izopropil-alkohollal vagy WD-40 Specialist Contact Cleanerrel, majd szárítsa meg.
· 50 óránként: vegye le a ventilátor fedelét a léghűtéses orsókról (HSD, Teknomotor, HQD), és porszívózza le a hűtőbordákat. Az Amazon.it oldalon található 15 eurós USB endoszkóp segítségével szétszerelés nélkül láthatja a belsejét.
· Vízhűtéses orsók: naponta törölje le a testet – gyanta az olívafa pálcikáról és több port vonz be.
2. Karbantartja a hűtőrendszert
· Maximum 2–3 havonta cserélje ki a hűtőfolyadékot (még hamarabb is, ha kemény vizű területeken tartózkodik, mint például Lazio vagy Puglia). Csak desztillált vizet + 8-10% glikol fagyállót + néhány csepp biocid adalékot használjon (akváriumi algaellenes hatású).
· Havonta: tisztítsa meg a szivattyú szűrőjét, és ellenőrizze, hogy nincs-e fehér vízkőkéreg.
· Évente egyszer: cserélje ki a szilikon/PU tömlőket – az UV és a hő törékennyé teszi őket.
· Tartson egy tartalék 25 eurós pumpát a polcon – ha az Etsy rohanás közben hajnali 2-kor meghibásodik, hálás lesz magának.
Léghűtéses
· 100 óránként: az olcsó 80 mm-es léghűtéses egységek ventilátorcsapágyait újra zsírozni (egy csepp varrógépolaj). Az olasz nyarak szilárdra főzik a zsírt.
3. Hallgass az álláspontodra
· Normál hang: lágy 'whhoosh' vagy halk zümmögés.
· Figyelmeztető jelek: 18 000 ford./perc feletti magas hangú nyöszörgés, csikorgás vagy hirtelen hangos zörgés.
· Teszt: futtassa 12 000 ford./perc sebességgel szerszám nélkül → érintse meg az orsó orrát egy fém csavarhúzó nyéllel → helyezze a fogantyút a füléhez. Bármilyen ketyegés vagy érdesség = a kölcsönzött idő csapágya.
· Átlagos élettartam jó kerámia hibrideken (ZHJ, HSD, Elte): 2500-4000 óra tényleges vágás. Cserélje ki, mielőtt elkapnák és tönkretennék a tengelyt.
4. Kerülje a túlterhelést
· Soha ne csökkenjen a fordulatszám 8 000–10 000 ford./perc alá az 1,5–2,2 kW-os orsóknál kemény anyagok vágásakor – az alacsony fordulatszámú csapágyak robbantják fel a csapágyakat.
· Olasz profik használatának alapszabálya: keményfánál 0,05–0,08 mm/fog, alumíniumnál 0,03–0,05 mm/fog maximális forgácsterhelés.
· Használjon éles 1- vagy 2-hornyú marókat alumíniumhoz; 3 hornyos vagy kompressziós bit rétegelt lemezhez. Az unalmas szerszámok túl erős nyomásra kényszerítik.
5. Bónusz Pro Habits Olaszország legjobb üzleteiből (2025)
· Vezessen naplót: üzemórák, hűtőfolyadék cserék, kifutási mérések. Amikor az orsó végre meghal, pontosan tudni fogja, miért.
· Tárolja a tartalék befogópatronokat szilikagéllel lezárt dobozban – Velencében vagy Nápolyban a páratartalom egy éjszakán át berozsdásítja.
· 500 óránként: távolítsa el az orsót, tisztítsa meg a rögzítőperemet, ellenőrizze újra a kifutást. A 0,03 mm-es eltolódás lassan kúszik be, és jóval azelőtt tönkreteszi a befejezés minőségét, hogy észrevenné a csattanást.
Következtetés
Olaszország 2025-ben a kisipari, nagy értékű gyártás aranykorát éli. Egy cremonai hegedűgyártótól kezdve, aki CNC-betéteket ad hozzá egy 23 éves palermói fiatalemberhez, aki a szülei garázsából Etsy-birodalmat vezet, a jobb orsó a 'lehetetlen' egyedi munkákat napi rutinná változtatja.
Függetlenül attól, hogy a költségvetése 80 vagy 1200 euró, ezen a listán van egy bevált lehetőség, amely már túlélte az olasz hőséget, port, 220 V-os egyfázisú áramellátást és az időnkénti hajnali 3 órás pánikfutást.
A legtöbb olasz gyártó számára most egyértelmű az édes pont: Zhong Hua Jiang 1,5 kW-os vízhűtéses ER11 – az ár, a precizitás, az EU-készletek, a csendes működés és a valós élettartam verhetetlen keveréke. Ez már nem csak 'jó a pénzért'; ez egyszerűen az egyik legjobb orsó, amelyet ma egy 6040-hez vagy Workbee-hez csavarozhat.
Bármelyik orsót is választja, bánjon vele jól, és éveken át hibátlan vágással, tökéletes felülettel és azzal az összetéveszthetetlen elégedettséggel jutalmazza meg, hogy boldog CNC zümmögést hallhat egy újabb tökéletes olasz munka során.
Buona fresatura!
 English
English 简体中文
简体中文 繁體中文
繁體中文 العربية
العربية Français
Français Русский
Русский Español
Español Português
Português Deutsch
Deutsch italiano
italiano 日本語
日本語 한국어
한국어 Nederlands
Nederlands Tiếng Việt
Tiếng Việt ไทย
ไทย Polski
Polski Türkçe
Türkçe አማርኛ
አማርኛ ພາສາລາວ
ພາສາລາວ ភាសាខ្មែរ
ភាសាខ្មែរ Bahasa Melayu
Bahasa Melayu ဗမာစာ
ဗမာစာ தமிழ்
தமிழ் Filipino
Filipino Bahasa Indonesia
Bahasa Indonesia magyar
magyar Română
Română Čeština
Čeština Монгол
Монгол қазақ
қазақ Српски
Српски हिन्दी
हिन्दी فارسی
فارسی Kiswahili
Kiswahili Slovenčina
Slovenčina Slovenščina
Slovenščina Norsk
Norsk Svenska
Svenska українська
українська Ελληνικά
Ελληνικά Suomi
Suomi Հայերեն
Հայերեն עברית
עברית Latine
Latine Dansk
Dansk اردو
اردو Shqip
Shqip বাংলা
বাংলা Hrvatski
Hrvatski Afrikaans
Afrikaans Gaeilge
Gaeilge Eesti keel
Eesti keel Māori
Māori සිංහල
සිංහල नेपाली
नेपाली Oʻzbekcha
Oʻzbekcha latviešu
latviešu অসমীয়া
অসমীয়া Aymara
Aymara Azərbaycan dili
Azərbaycan dili Bamanankan
Bamanankan Euskara
Euskara Беларуская мова
Беларуская мова भोजपुरी
भोजपुरी Bosanski
Bosanski Български
Български Català
Català Cebuano
Cebuano Corsu
Corsu ދިވެހި
ދިވެހި डोग्रिड ने दी
डोग्रिड ने दी Esperanto
Esperanto Eʋegbe
Eʋegbe Frysk
Frysk Galego
Galego ქართული
ქართული guarani
guarani ગુજરાતી
ગુજરાતી Kreyòl ayisyen
Kreyòl ayisyen Hausa
Hausa ʻŌlelo Hawaiʻi
ʻŌlelo Hawaiʻi Hmoob
Hmoob íslenska
íslenska Igbo
Igbo Ilocano
Ilocano Basa Jawa
Basa Jawa ಕನ್ನಡ
ಕನ್ನಡ Kinyarwanda
Kinyarwanda गोंगेन हें नांव
गोंगेन हें नांव Krio we dɛn kɔl Krio
Krio we dɛn kɔl Krio Kurdî
Kurdî Kurdî
Kurdî Кыргызча
Кыргызча Lingala
Lingala Lietuvių
Lietuvių Oluganda
Oluganda Lëtzebuergesch
Lëtzebuergesch Македонски
Македонски मैथिली
मैथिली Malagasy
Malagasy മലയാളം
മലയാളം Malti
Malti मराठी
मराठी ꯃꯦꯇꯥꯏ (ꯃꯅꯤꯄꯨꯔꯤ) ꯴.
ꯃꯦꯇꯥꯏ (ꯃꯅꯤꯄꯨꯔꯤ) ꯴. Mizo tawng
Mizo tawng Chichewa
Chichewa ଓଡ଼ିଆ
ଓଡ଼ିଆ Afaan Oromoo
Afaan Oromoo پښتو
پښتو ਪੰਜਾਬੀ
ਪੰਜਾਬੀ Runasimi
Runasimi Gagana Samoa
Gagana Samoa संस्कृत
संस्कृत Gaelo Albannach
Gaelo Albannach Sepeti
Sepeti Sesotho
Sesotho chiShona
chiShona سنڌي
سنڌي Soomaali
Soomaali Basa Sunda
Basa Sunda Wikang Tagalog
Wikang Tagalog Тоҷикӣ
Тоҷикӣ Татарча
Татарча తెలుగు
తెలుగు ትግንያውያን
ትግንያውያን Xitsonga
Xitsonga Türkmençe
Türkmençe संस्कृत
संस्कृत ئۇيغۇرچە
ئۇيغۇرچە Cymraeg
Cymraeg isiXhosa
isiXhosa ייִדיש
ייִדיש Yorùbá
Yorùbá isiZulu
isiZulu



















































































































































