Taw qhia
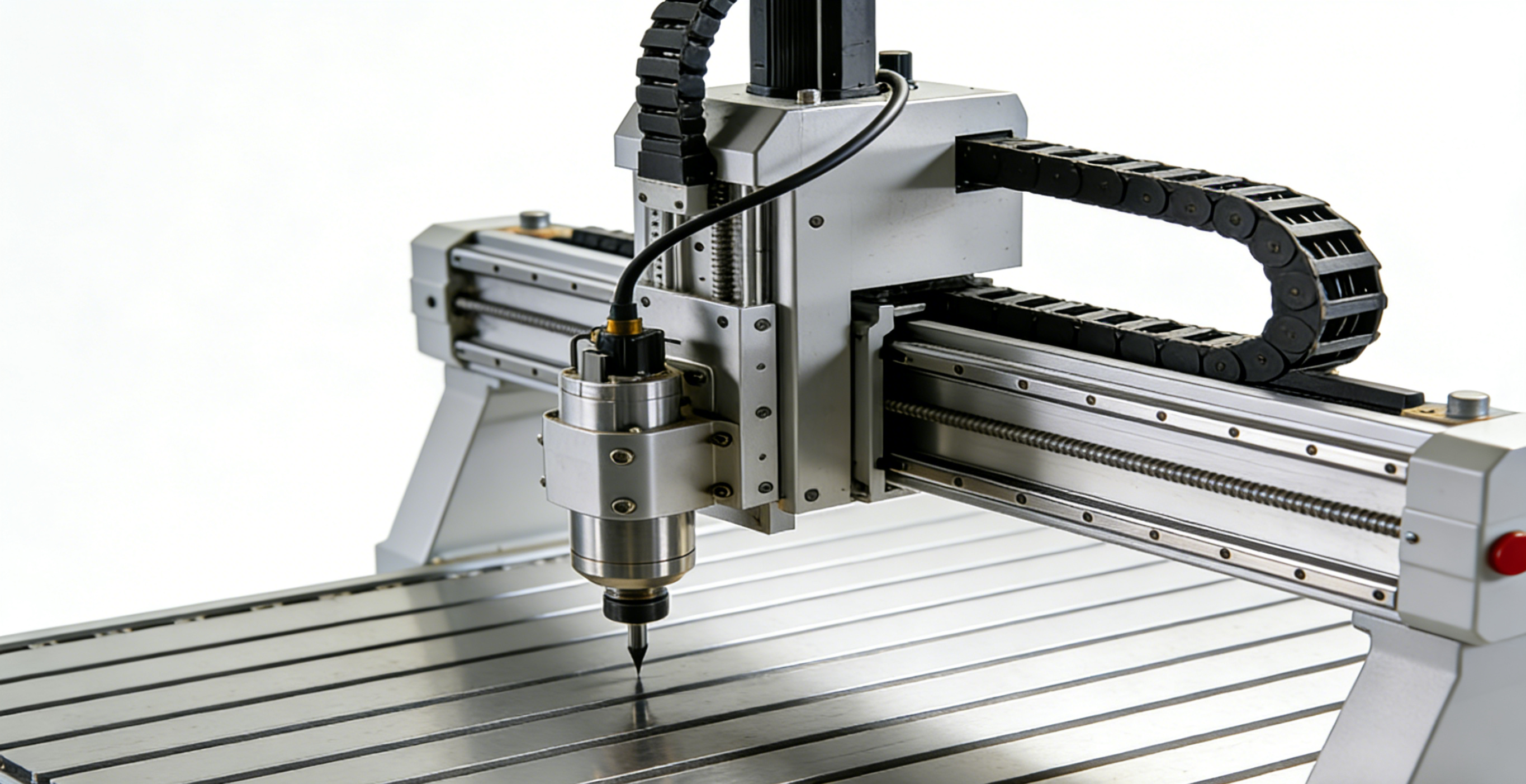
CNC tshuab yog cov caj qaum ntawm kev tsim khoom niaj hnub. Los ntawm cov khoom siv tsheb mus rau aerospace Cheebtsam thiab txawm tias cov khoom siv niaj hnub no, cov tshuab no ntsiag to ua haujlwm tom qab, txiav, drilling, milling, thiab shaping cov ntaub ntawv nrog precision zoo kawg. Tab sis cia peb ua siab ncaj-txawm tias lub tshuab CNC siab npaum li cas, nws tsis tiv thaiv cov teeb meem. Tus neeg twg uas tau siv sij hawm nyob rau hauv lub khw hauv pem teb paub tias CNC teeb meem tsis yog qeeb ntau lawm; lawv tuaj yeem nqa txhua yam mus rau kev sib tsoo.
Xav txog lub tshuab CNC zoo li lub tsheb ua haujlwm siab. Thaum txhua yam ua haujlwm zoo, nws ceev, meej, thiab txhim khu kev qha. Tab sis ib qho xoob xaim, lub cuab yeej npub, lossis qhov yuam kev me me tuaj yeem ua rau mob taub hau loj. Cov nqi poob qis, cov khoom seem pov tseg, thiab rov ua yuam kev tuaj yeem ua rau lub tshuab thiab koj lub koob npe nrov nrog cov neeg siv khoom. Tias yog vim li cas kev nkag siab txog cov teeb meem CNC tshuab ib txwm - thiab qhov tseem ceeb tshaj, yuav ua li cas kho lawv - yog qhov tseem ceeb rau cov tswv lag luam, cov kws tshaj lij, thiab cov tswv khw zoo ib yam.
Hauv tsab xov xwm no, peb yuav taug kev los ntawm cov teeb meem siv tshuab CNC feem ntau uas koj yuav ntsib thiab muab cov tswv yim daws teeb meem tiag tiag. Qhov no tsis yog txoj kev xav xwb. Cov no yog cov teeb meem uas tau ntsib txhua hnub hauv khw muag khoom thoob ntiaj teb. Txawm hais tias koj yog ib lub tshuab ua haujlwm raws caij nyoog lossis nyuam qhuav pib ua haujlwm CNC, phau ntawv qhia no yuav pab koj kuaj cov teeb meem sai dua, txo qis sijhawm, thiab ua kom koj lub tshuab ua haujlwm zoo.
Cia peb dhia dej hauv thiab rhuav tshem cov teeb meem no ib kauj ruam, pib nrog ib qho ntawm qhov tseem ceeb tshaj plaws tsis tau pom dua: cov khoom siv hluav taws xob thiab hluav taws xob teeb meem.
1. Cov teeb meem hluav taws xob thiab hluav taws xob
Lub zog thiab hluav taws xob tshuab yog lub paj hlwb ntawm lub tshuab CNC. Thaum hluav taws xob ntws zoo, txhua yam kev sib txuas lus zoo - los ntawm kev tswj vaj huam sib luag mus rau servo motors. Tab sis thaum muaj teeb meem hluav taws xob tshwm sim, cov txiaj ntsig tuaj yeem ua rau tsis muaj tseeb thiab ntxhov siab. Muaj ntau yam teeb meem CNC tshuab uas zoo li 'mechanical' thaum xub thawj yeej tshwm sim los ntawm hluav taws xob yuam kev nkaum hauv qhov pom tseeb.
1.1 Kev siv hluav taws xob tsis sib xws
Lub zog tsis sib haum lossis tsis ruaj khov yog ib qho teeb meem feem ntau thiab ua rau muaj kev puas tsuaj hauv CNC machining. Kev hloov pauv hluav taws xob, lub zog poob tam sim ntawd, lossis lub zog hluav taws xob tuaj yeem ua rau lub tshuab rov pib dua yam tsis tau xav txog, khov rau nruab nrab ntawm kev ua haujlwm, lossis pov cov cim ceeb toom tsis raug. Xav txog tej yam machining ib tug high-precision ib feem, tsuas yog kom lub tshuab kaw ib nrab vim hais tias ntawm ib tug voltage dip. Tsis yog tsuas yog ib feem yuav muab pov tseg, tab sis lub tshuab nws tus kheej yuav raug kev puas tsuaj mus ntev.
Kev daws:
Nruab ib qho hluav taws xob stabilizer los yog lub hwj chim txias kom ntseeg tau tias muaj hluav taws xob zoo ib yam.
Siv lub tshuab hluav taws xob tsis cuam tshuam (UPS) rau CNC maub los los tiv thaiv kev kaw tam sim.
Tsis tu ncua saib cov khoom siv hluav taws xob thiab sib piv nrog lub tshuab specifications.
Ua haujlwm nrog tus kws tshaj lij hluav taws xob tsim nyog los xyuas kom meej lub chaw tsim hluav taws xob muaj peev xwm tswj tau CNC loads.
1.2 Faulty Wiring thiab Loose Connections
Cov xaim xoob xoob, cov kab hluav taws xob puas, lossis cov av tsis zoo tuaj yeem ua rau muaj qhov tsis sib xws uas nyuaj heev rau kev kuaj mob. Ib hnub lub tshuab ua haujlwm zoo; Hnub tom qab, nws cuam yuam kev tsis muaj laj thawj pom tseeb. Nyob rau tib lub sijhawm, kev co ntawm lub tshuab ua haujlwm tuaj yeem txo cov kev sib txuas, tshwj xeeb tshaj yog nyob rau hauv cov tshuab qub.
Kev daws:
Ua kev soj ntsuam hluav taws xob niaj hnub thiab nruj txhua qhov kev sib txuas ntawm lub davhlau ya nyob twg.
Hloov cov hlua khi los yog puas lawm tam sim ntawd.
Xyuas kom muaj av zoo kom tsis txhob muaj suab nrov hluav taws xob thiab teeb liab cuam tshuam.
Sau cov xov hlau kom meej meej kom daws teeb meem sai dua thiab raug dua.
1.3 Tswj Vaj Huam Sib Luag thiab PLC yuam kev
Lub vaj huam sib luag tswj thiab PLC (Programmable Logic Controller) ua raws li lub hlwb ntawm lub tshuab CNC. Thaum muaj ib yam dab tsi tsis ncaj ncees lawm ntawm no, lub tshuab yuav coj tus cwj pwm tsis zoo - tsis quav ntsej cov lus txib, nres ib nrab ntawm lub voj voog, lossis nthuav tawm cov lus ceeb toom cryptic. Cov teeb meem no feem ntau tshwm sim los ntawm software glitches, hluav taws xob nrov, lossis cov khoom qub.
Kev daws:
Pib dua lub kaw lus thiab tshawb xyuas cov ntaub ntawv yuam kev txhawm rau txheeb xyuas cov teeb meem tshwm sim.
Hloov kho tswj software thiab firmware thaum pom zoo los ntawm cov chaw tsim khoom.
Khaws cov khoom tswj kom huv thiab tsis muaj plua plav, roj, thiab noo noo.
Nrog rau phau ntawv qhia lub tshuab lossis cov chaw tsim khoom txhawb nqa rau cov lej PLC yuam kev tshwj xeeb.
Cov teeb meem hluav taws xob yuav tsis pom zoo li cov cuab yeej tawg lossis cov kabmob hnav, tab sis lawv tsuas yog qhov tseem ceeb. Hais txog lawv thaum ntxov tuaj yeem tiv thaiv kom tsis txhob muaj teeb meem loj dua hauv kab.
2. Cov teeb meem ntsig txog spindle
Lub spindle yog lub plawv ntawm txhua lub tshuab CNC. Nws yog lub luag haujlwm rau tig lub cuab yeej txiav ntawm qhov nrawm nrawm thiab tswj kev ruaj ntseg thaum lub sijhawm machining. Thaum muaj teeb meem spindle tshwm sim, machining zoo poob tam sim ntawd. Nto tiav raug kev txom nyem, cov cuab yeej hnav sai dua, thiab thaum muaj mob hnyav, kev tsim khoom yuav tsum nres tag nrho. Kev nkag siab txog cov teeb meem ntsig txog spindle tuaj yeem txuag tau ob lub sijhawm thiab kho kim.
2.1 Spindle Overheating
Spindle overheating yog tus chij liab uas yuav tsum tsis txhob raug ignored. Cov cua kub ntau dhau tuaj yeem ua rau cov bearings puas, txo cov roj lubrication, thiab thaum kawg ua rau spindle tsis ua haujlwm. Cov laj thawj feem ntau suav nrog kev ua kom txias tsis txaus, txiav ntau dhau, lossis hnav cov kabmob.
Kev daws:
Tshawb xyuas lub tshuab cua txias tsis tu ncua, seb nws puas yog cua txias lossis kua txias.
Txo kev txiav ceev thiab pub yog tias lawv tshaj qhov txwv tau pom zoo.
Xyuas kom zoo lubrication ntawm spindle bearings.
Teem sijhawm kuaj mob spindle tsis tu ncua txhawm rau txhawm rau kuaj pom thaum ntxov ntawm kev hnav.
2.2 Cov suab nrov dhau spindle
Cov suab nrov txawv txawv - sib tsoo, ntxhi, lossis rattling - feem ntau yog cov lus ceeb toom ntxov ntawm cov teeb meem ntxaiv. Cov suab no feem ntau qhia txog kev puas tsuaj, kev tsis sib haum xeeb, lossis kev sib raug zoo. Tsis quav ntsej lawv zoo li tsis quav ntsej lub suab txawv txawv hauv koj lub cav tsheb; nws tsis tshua xaus zoo.
Kev daws:
Nres lub tshuab tam sim ntawd thaum kuaj pom lub suab nrov txawv txav.
Tshawb xyuas cov bearings thiab hloov lawv yog tias tsim nyog.
Txheeb xyuas cov cuab yeej sib npaug thiab xyuas kom muaj kev txhim kho kom raug.
Tshawb xyuas spindle alignment raws li cov chaw tsim khoom specifications.
2.3 Spindle Runout Teeb meem
Spindle runout yog hais txog qhov sib txawv me ntsis ntawm spindle txoj kev sib hloov los ntawm nws qhov chaw tseeb. Txawm tias ib qho me me ntawm cov dej ntws tuaj yeem ua rau lub ntsej muag tsis zoo, cov cuab yeej tawg, thiab qhov tsis raug. Qhov teeb meem no tshwj xeeb tshaj yog nyob rau hauv high-precision machining.
Kev daws:
Ntsuas spindle runout siv lub dial taw qhia.
Ntxuav spindle tapers thiab cov cuab yeej tuav kom huv si.
Hloov cov cuab yeej hnav los yog cov khoom siv spindle puas.
Tsis txhob overtightening cov cuab yeej, uas yuav distort lub taper.
2.4 Spindle Tsav Failure
Lub tshuab spindle muab lub zog xav tau rau kev ua haujlwm txiav. Thaum nws ua tsis tiav, lub tshuab ua tsis muaj txiaj ntsig. Lub cev muaj zog tsis ua haujlwm tuaj yeem tshwm sim los ntawm overheating, hluav taws xob ua txhaum, los yog lub sij hawm ntev overloading.
Kev daws:
Saib xyuas qhov kub thiab txias ntawm lub cev muaj zog.
Xyuas kom muaj cua tshuab nyob ib ncig ntawm lub cev muaj zog.
Hais txog cov teeb meem hluav taws xob tam sim kom tsis txhob muaj kev puas tsuaj.
Ua raws li cov chaw tsim khoom cov lus qhia rau kev tu lub cev muaj zog thiab hloov lub sijhawm.
Cov teeb meem ntawm spindle feem ntau raug nqi, tab sis kev tshawb pom ntxov thiab kev saib xyuas kom zoo tuaj yeem txuas ntxiv lub neej spindle.
3. Tooling thiab Tool Holder teeb meem
Tooling teeb meem yog ib qho ntawm feem ntau - thiab feem ntau underestimated - teeb meem nyob rau hauv CNC machining. Lub tshuab CNC tuaj yeem ua tau zoo kawg nkaus calibrated, programmed flawlessly, thiab powered reliably, tab sis yog hais tias tus tooling teeb yog tsis ncaj ncees lawm, qhov kawg tshwm sim tseem yuav tsis zoo. Cov cuab yeej yog qhov ncaj qha ntawm kev sib cuag nrog cov khoom siv, yog li txawm tias cov teeb meem me me ntawm no tuaj yeem ua pob zeb rau hauv cov khoom seem, cov cuab yeej tawg, thiab cov tshuab puas.
3.1 Cov cuab yeej hnav thiab tawg
Cov cuab yeej hnav yog qhov kev zam tsis tau, tab sis cov cuab yeej siv tsis tau tswj tau yog qhov teeb meem tos tshwm sim. Nyob rau tib lub sij hawm, txiav npoo dull vim kev sib txhuam, kub, thiab cov khoom hardness. Yog tias cov cuab yeej raug thawb dhau lawv qhov kev txwv, lawv tuaj yeem nti lossis tawg tam sim ntawd, ua rau cov khoom ua haujlwm puas tsuaj lossis txawm tias cov ntxaiv.
Kev daws:
Siv lub cuab yeej tswj lub neej kom taug qab cov sij hawm siv.
Hloov cov cuab yeej ua ntej lawv mus txog qhov kawg ntawm lawv lub neej zoo.
Siv cov kev txiav kom raug rau txhua yam khoom siv.
Tshawb xyuas cov cuab yeej tsis tu ncua rau cov cim qhia ntawm chipping, discoloration, los yog ntug rounding.
3.2 Kev teeb tsa tsis raug
Cov cuab yeej ntsia tsis raug tuaj yeem ua rau muaj kev vibration, tsis zoo ntawm qhov chaw tiav, thiab kev txiav tsis raug. Qee lub sij hawm qhov teeb meem yog qhov yooj yim li cov khib nyiab hauv cov cuab yeej tuav lossis tsis raug nruj torque, tab sis qhov tshwm sim tuaj yeem loj heev.
Kev daws:
Ntxuav cov cuab yeej tuav thiab spindle tapers ua ntej txhim kho cov cuab yeej.
Siv torque wrenches los zawm cov cuab yeej raws li specifications.
Ob-kos lub cuab tam ntev offsets tom qab installation.
Tsis txhob sib xyaw cov cuab yeej tsis sib xws thiab cov spindles.
3.3 Tool Holder Runout
Tool tuav runout tshwm sim thaum lub cuab tam tsis tig zoo kawg nkaus nyob ib ncig ntawm nws centerline. Qhov no ua rau kev txiav tsis sib xws, cov cuab yeej siv nrawm nrawm, thiab qhov tsis zoo ntawm qhov raug. High-speed machining yog tshwj xeeb yog rhiab heev rau cov teeb meem runout.
Kev daws:
Siv cov cuab yeej zoo, sib npaug sib npaug.
Ntsuas runout tsis tu ncua siv lub dial taw qhia.
Hloov cov neeg tuav hnav lossis puas tsuaj tam sim ntawd.
Khaws cov cuab yeej tuav kom zoo los tiv thaiv kev puas tsuaj.
3.4 Kev xaiv cov cuab yeej tsis raug
Kev siv cov cuab yeej tsis raug rau txoj haujlwm zoo li siv rab riam los txiav ntoo - nws tsis muaj txiaj ntsig thiab pheej hmoo. Cov cuab yeej geometry tsis raug, txheej, lossis cov khoom siv tuaj yeem txo qis kev ua haujlwm.
Kev daws:
Sib piv cov khoom siv thiab txheej rau cov khoom siv ua haujlwm.
Xaiv cov cuab yeej geometry kom raug rau kev ua haujlwm.
Tshawb xyuas cov lus pom zoo ntawm cov chaw tsim khoom.
Tsis txhob 'one-tool-fits-all' mus kom ze rau txoj haujlwm nyuaj.
4. Axis thiab Motion Control Teeb meem
Axis thiab cov lus tsa suab tswj lub tshuab ua kom lub tshuab CNC txav tau meej qhov twg nws yuav tsum tau ua. Txhua yam teeb meem ntawm no ncaj qha cuam tshuam qhov raug, rov ua dua, thiab qhov zoo ntawm qhov chaw. Cov teeb meem no feem ntau tshwm sim maj mam, ua rau lawv yooj yim saib mus txog thaum lawv hnyav heev.
4.1 Axis Misalignment
Axis misalignment tuaj yeem ua rau qhov tsis raug thiab tsis sib xws ntawm cov khoom siv tshuab. Nws feem ntau tshwm sim los ntawm kev siv tshuab, kev teeb tsa tsis raug, lossis lub tshuab sib tsoo.
Kev daws:
Ua cov kev kuaj axis tsis tu ncua.
Recalibrate lub tshuab tom qab ib qho kev saib xyuas loj lossis kev sib tsoo.
Ua raws li cov chaw tsim khoom ua raws cov txheej txheem nruj me ntsis.
Hais txog cov teeb meem me me ua ntej lawv loj tuaj.
4.2 Pob Ntsia Hlau Hnav thiab Kev puas tsuaj
Pob screws hloov cov lus tsa suab mus rau hauv cov lus tsa suab. Nyob rau tib lub sijhawm, lawv hnav tawm vim kev sib txhuam, kev sib kis, lossis tsis muaj lubrication. Hnav pob screws ua rau muaj kev cuam tshuam thiab qhov chaw yuam kev.
Kev daws:
Lubricate pob screws raws li lub sijhawm saib xyuas.
Khaws cov npog tiv thaiv kom tsis txhob kis kab mob.
Ntsuas backlash ib ntus thiab them nyiaj yog tias tsim nyog.
Hloov cov pob screws uas hnav ua ntej qhov tseeb degrades ho.
4.3 Servo Tsav yuam kev
Servo motors tswj axis txav thiab qhov chaw. Kev ua yuam kev tuaj yeem ua rau lub zog txav, qhov chaw tsis raug, lossis ua tiav axis tsis ua haujlwm. Cov teeb meem no feem ntau tshwm sim los ntawm cov teeb meem encoder, thaiv qhov tsis raug, lossis parameter tsis sib haum.
Kev daws:
Tshawb xyuas servo lub tswb thiab cov lej yuam kev tam sim.
Tshawb xyuas encoders thiab cables rau kev puas tsuaj.
Txheeb xyuas cov servo tsis sib xws ntawm cov tshuab specifications.
Kuaj motors nyob rau hauv load kom paub txog cov teeb meem thaum ntxov.
4.4 Linear Guideway Teeb meem
Linear guideways txhawb kev txav axis du. Kev kis kab mob, tsis muaj lubrication, lossis kev puas tsuaj rau cov khoom siv tuaj yeem ua rau muaj kev nruj, suab nrov, thiab qhov chaw tsis raug.
Kev daws:
Ntxuav cov kev taw qhia tsis tu ncua.
Ua kom zoo lubrication.
Hloov cov ntawv qhia kev puas tsuaj sai sai.
Tiv thaiv cov kev taw qhia los ntawm chips thiab coolant intrusion.
5. CNC Programming yuam kev
Txawm tias lub tshuab zoo tshaj plaws tsis tuaj yeem them nyiaj rau kev ua haujlwm tsis zoo. CNC programming yuam kev yog ib qho tseem ceeb ua rau seem, sib tsoo, thiab nkim sij hawm. Cov teeb meem no feem ntau cuam tshuam txog tib neeg, ua rau kev cob qhia thiab kev txheeb xyuas qhov tseem ceeb.
5.1 Tsis yog G-Code thiab M-Code
Cov lis dej num tsis raug lossis yuam kev tuaj yeem ua rau muaj kev xav tsis thoob, hloov cov cuab yeej tsis raug, lossis lub tshuab nres. Ib qho typo tuaj yeem muaj qhov tshwm sim loj.
Kev daws:
Saib xyuas cov kev pab cuam kab los ntawm kab ua ntej ua tiav.
Siv cov txheej txheem programming templates.
Kev cob qhia cov neeg ua haujlwm kom huv si hauv G-code hauv paus.
Khaws ib daim ntawv qhia siv tau rau hauv pem teb khw.
5.2 Pub tus nqi thiab ceev tsis sib haum
Kev pub mis tsis raug thiab nrawm tuaj yeem ua rau cov cuab yeej hnav, sib tham, lossis ua kom tsis zoo. nrawm dhau, thiab cov cuab yeej tawg; qeeb dhau, thiab cov khoom tsim tau raug kev txom nyem.
Kev daws:
Siv lub laij lej machining lossis CAM software pom zoo.
Kho qhov ntsuas raws li cov txiaj ntsig tiag tiag hauv ntiaj teb.
Tsis txhob luam qhov tsis pom qhov muag ntawm cov khoom sib txawv.
Cov ntaub ntawv txiav ua tiav rau kev siv yav tom ntej.
5.3 Tool Path yuam kev
Cov cuab yeej tsim tsis zoo ua rau lub sijhawm voj voog thiab cov cuab yeej ntxhov siab tsis tsim nyog. Lawv kuj tuaj yeem ua rau muaj kev sib tsoo lossis tshem tawm cov khoom tsis zoo.
Kev daws:
Txhim kho txoj hauv kev zoo siv CAM software.
Tsis txhob txav nrawm nrawm ze ntawm lub workpiece.
Siv cov tswv yim hloov kho lossis ua haujlwm siab ua haujlwm thaum ua tau.
Ntsuas cov cuab yeej txoj kev nrog kev khiav qhuav.
5.4 Txoj Haujlwm Simulation Saib Xyuas
Hla kev simulation zoo li tsav tsheb nrog koj ob lub qhov muag kaw. Simulation pab ntes qhov yuam kev ua ntej lawv mus txog lub tshuab.
Kev daws:
Ib txwm simulate cov kev pab cuam ua ntej khiav lawv.
Tshawb xyuas kev sib tsoo, hla dhau mus, thiab teeb meem tshem tawm.
Hloov kho tshuab qauv hauv CAM software tsis tu ncua.
Kho simulation raws li yuav tsum tau, tsis xaiv.
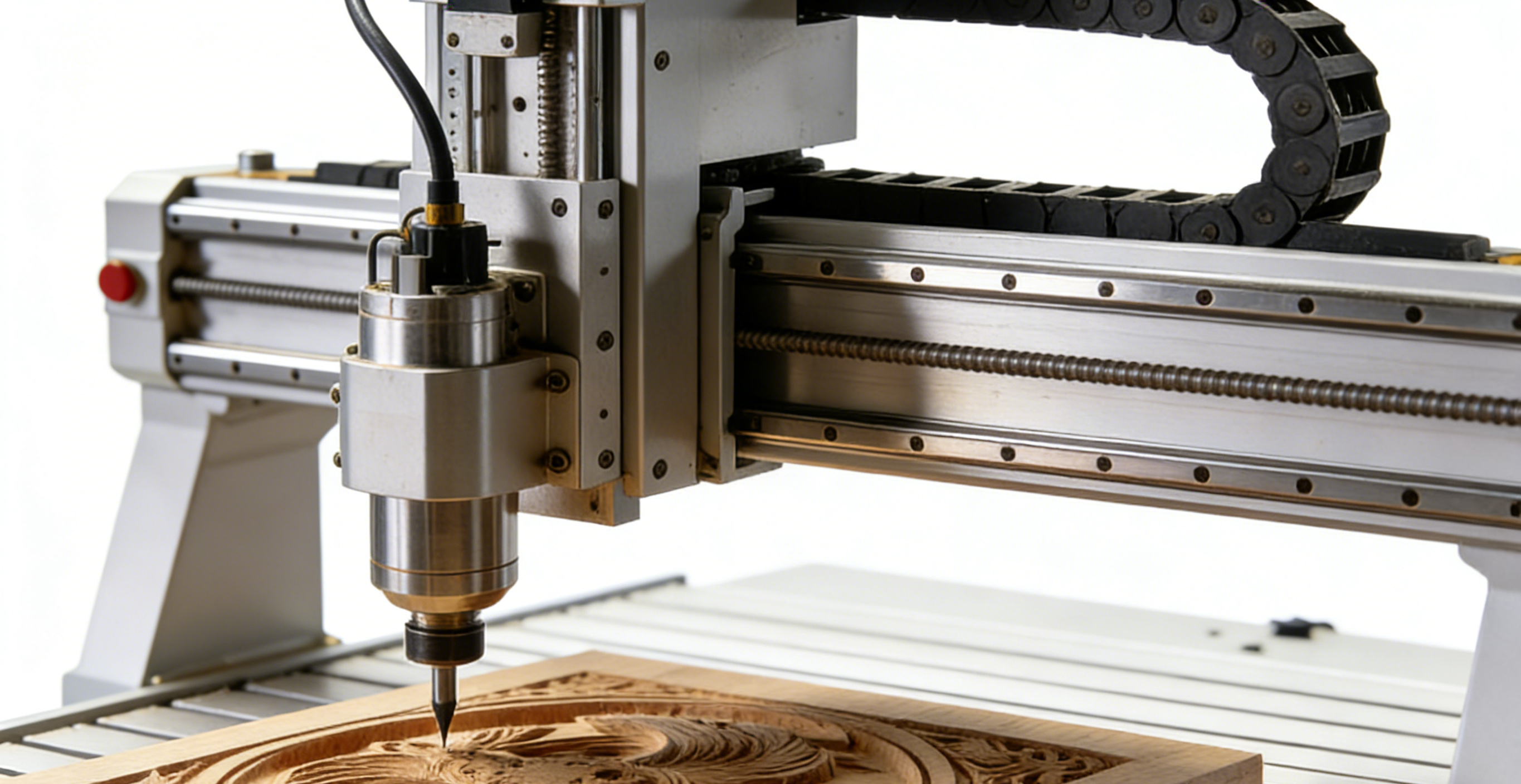
6. Workpiece thiab Fixturing teeb meem
Txhim kho cov teeb meem tuaj yeem thim rov qab txawm tias qhov kev ua haujlwm zoo tshaj plaws thiab cov cuab yeej txiav txim siab. Ib qho chaw ua haujlwm tsis zoo qhia txog kev vibration, tsis raug, thiab kev pheej hmoo ntawm kev nyab xeeb.
6.1 Ua haujlwm tsis raug Clamping
Loose los yog tsis sib npaug clamping ua rau txav thaum lub sij hawm machining, ua rau qhov tsis zoo los yog cov cuab yeej tawg.
Kev daws:
Siv lub zog clamping tsim nyog rau cov khoom siv.
Tsis txhob over-clamping, uas tuaj yeem cuam tshuam qhov chaw.
Xyuas clamping stability ua ntej machining.
Siv lub puab tsaig muag los yog cov khoom siv kho mob thaum xav tau.
6.2 Txhim kho qhov tsis zoo
Cov khoom siv misaligned ua rau cov khoom raug machined tsis raug, txawm tias qhov kev pab cuam zoo meej.
Kev daws:
Teem lub fixtures ua tib zoo siv cov ntsuas.
Xyuas qhov chaw fixture tom qab installation.
Siv cov pins nrhiav thiab siv qhov chaw.
Recheck alignment raws sij hawm.
6.3 Kev vibration thiab sib tham thaum lub sij hawm Machining
Chatter cuam tshuam rau saum npoo tiav thiab lub cuab yeej lub neej. Nws feem ntau tshwm sim los ntawm kev txhim kho tsis zoo, qhov tsis raug, lossis cov cuab yeej overhang.
Kev daws:
Txo cov cuab yeej overhang.
Kho qhov txiav tsis.
Txhim kho fixture rigidity.
Siv cov cuab yeej vibration-damping.
7. Cov teeb meem ua kom txias thiab lubrication
Cov cua txias thiab lubrication tshuab feem ntau tau txais kev tso cai kom txog thaum muaj qee yam tsis raug. Txawm li cas los xij, lawv ua lub luag haujlwm tseem ceeb hauv lub neej ntawm cov cuab yeej, qhov chaw tiav, thiab kev noj qab haus huv ntawm lub tshuab tag nrho. Yog tias tsis muaj qhov txias txias thiab lubrication, cov cua sov ua kom sai, kev sib txhuam nce, thiab cov khoom hnav tawm sai dua li qhov xav tau. Xav txog cov coolant thiab lubrication raws li lub tshuab txoj kev nyob twj ywm hydrated - tsis quav ntsej nws, thiab kev ua tau zoo poob sai.
7.1 Tsis txaus Coolant Flow
Tsis txaus coolant ntws ua rau kub dhau ntawm qhov chaw txiav. Qhov cua sov no tsis tsuas yog ua rau lub neej luv xwb tab sis kuj tuaj yeem ua rau thermal distortion ntawm workpiece, ua rau qhov tsis raug. Clogged nozzles, lub twj tso kua mis tsis ua haujlwm, lossis cov kev taw qhia tsis raug yog qhov ua txhaum loj.
Kev daws:
Tshawb xyuas cov dej txias tsis tu ncua thiab ntxuav cov blockages.
Xyuas kom lub twj tso kua mis coolant ua haujlwm zoo.
Kho nozzle positioning rau lub hom phiaj ntawm kev txiav cheeb tsam ncaj qha.
Ua kom muaj cov dej txias txaus hauv lub tank.
7.2 Contaminated Coolant
Cov dej qias neeg los yog cov dej tsis huv tuaj yeem ua rau muaj kev phom sij zoo li tsis muaj cov dej txias tag nrho. Hlau chips, tramp oil, thiab cov kab mob buildup txo cov cua txias thiab tuaj yeem ua rau corrosion, ntxhiab tsw phem, thiab khaus tawv nqaij rau cov neeg ua haujlwm.
Kev daws:
Filter coolant tsis tu ncua kom tshem tawm cov chips thiab khib nyiab.
Siv cov roj skimmers kom tshem tawm cov roj tramp.
Saib xyuas cov dej txias concentration thiab pH qib.
Hloov cov coolant ib ntus raws li cov neeg tsim khoom pom zoo.
7.3 Lubrication System Failure
Lub tshuab lubrication kom txav cov khoom xws li cov kev taw qhia thiab cov pob ntsia hlau ua haujlwm zoo. Thaum lubrication tsis ua hauj lwm, kev sib txhuam nce, ua rau hnav ntxov ntxov thiab muaj peev xwm ua tsis tau lub tshuab.
Kev daws:
Tshawb xyuas cov kab lubrication thiab cov twj tso kua mis rau kev txhaws.
Xyuas kom meej tias cov roj nplua nyeem raug siv.
Saib xyuas lub tswb ceeb toom thiab hais rau lawv tam sim ntawd.
Ua raws li cov txheej txheem tswj xyuas lubrication nruj.
8. Tshuab raug thiab Precision teeb meem
Qhov tseeb thiab qhov tseeb yog vim li cas CNC tshuab muaj nyob. Thaum cov qualities degrade, tag nrho lub hom phiaj ntawm CNC machining yog compromised. Cov teeb meem raug feem ntau tshwm sim maj mam, ua rau lawv nyuaj nrhiav kom txog thaum qhov chaw pib ua tsis tiav.
8.1 Dimensional Inaccuracy
Cov khoom uas tsis ua raws li qhov yuav tsum tau muaj tuaj yeem tshwm sim los ntawm cov cuab yeej hnav, axis misalignment, lossis cov teebmeem thermal. Txawm tias qhov tsis raug me me tuaj yeem ua rau cov khoom tsis lees paub thiab cov neeg siv khoom tsis txaus siab.
Kev daws:
Calibrate tshuab tsis tu ncua.
Kev them nyiaj rau cov cuab yeej hnav siv offsets.
Txheeb xyuas cov cuab yeej ntsuas qhov tseeb.
Ua kom zoo sib xws machining.
8.2 Cov teeb meem rov ua dua
Repeatability yog hais txog lub tshuab lub peev xwm los tsim ib feem tsis tu ncua. Yog tias qhov chaw sib txawv ntawm ib lub voj voog mus rau lwm qhov, ib yam dab tsi tsis ncaj ncees lawm hauv qab ntawm qhov chaw.
Kev daws:
Tshawb xyuas cov khoom siv kho tshuab rau hnav.
Tshawb xyuas cov backlash thiab them nyiaj rau qhov ua tau.
Xyuas kom ruaj khov fixturing thiab zoo ib yam setups.
Ua kom ib puag ncig zoo ib yam.
8.3 Thermal Expansion Effects
Thaum tshav kub kub ua rau cov khoom siv - suav nrog cov khoom siv tshuab - nthuav dav. Nyob rau lub sijhawm ua haujlwm ntev, qhov kev nthuav dav no tuaj yeem cuam tshuam qhov raug, tshwj xeeb tshaj yog nyob rau hauv cov ntawv thov siab.
Kev daws:
Cia cov cav tov sov ua ntej precision machining.
Siv cov yam ntxwv ntawm qhov kub thiab txias yog tias muaj.
Tswj lub khw kub kom ntau li ntau tau.
Teem sijhawm ua haujlwm tseem ceeb thaum lub sijhawm ntsuas kub ruaj khov.
9. Chip Management teeb meem
Chips yog cov khoom siv los ntawm kev siv tshuab, tab sis kev tswj cov nti tsis zoo tuaj yeem dhau los ua qhov teeb meem loj. Cov chips txuam nrog cuam tshuam nrog kev txiav, kev puas tsuaj ntawm qhov chaw, thiab txawm tias ua rau muaj kev nyab xeeb.
9.1 Chip Accumulation
Thaum cov chips tsis raug tshem tawm zoo, lawv tuaj yeem raug txiav rov qab, ua rau cov khoom tsis zoo thiab cov cuab yeej hnav.
Kev daws:
Optimize coolant flow rau nti khiav tawm.
Siv cov cua blasts qhov tsim nyog.
Ncua kev ua haujlwm kom tshem tawm cov chips thaum lub sijhawm ntev.
Tsim cov cuab yeej cuab tam uas txhawb nqa nti ntws.
9.2 Chip Conveyor Failure
Chip conveyors automate nti tshem tawm, tab sis thaum lawv ua tsis tiav, chips ceev ceev. Qhov no tuaj yeem ua rau lub tshuab nres thiab muaj kev nyab xeeb.
Kev daws:
Tshawb xyuas cov conveyors tsis tu ncua rau jams.
Tshem cov tangled chips tam sim ntawd.
Lubricate txav qhov chaw raws li xav tau.
Zam tsis txhob machining tsis uas tsim ntev, stringy chips.
9.3 Chip Recutting Teeb meem
Recutting chips tsub kom cov cuab yeej hnav thiab degrades nto tiav. Nws zoo li sim cheb hauv pem teb thaum ib tus neeg khaws cov av rov qab rau nws.
Kev daws:
Txhim kho cov tswv yim khiav tawm nti.
Kho cov kev txwv txiav kom tawg chips.
Siv cov cuab yeej chip-breaking geometry.
Xyuas kom lub coolant siab zoo.
10. Kev tu thiab kev ua haujlwm yuam kev
Txawm tias lub tshuab CNC siab tshaj plaws tsis tuaj yeem them nyiaj rau kev saib xyuas tsis zoo lossis cov neeg ua haujlwm tsis muaj kev cob qhia. Tib neeg yam tseem ceeb ua lub luag haujlwm loj hauv kev ua haujlwm ntawm lub tshuab thiab kev ua haujlwm ntev.
10.1 Kev tiv thaiv tsis zoo
Hla kev saib xyuas yuav txuag sijhawm hnub no, tab sis nws raug nqi ntau dua tag kis. Cov tshuab tsis pom zoo ua tsis tau ntau dua thiab hnyav dua.
Kev daws:
Tsim kom muaj lub sijhawm tiv thaiv kev tiv thaiv.
Sau tag nrho cov haujlwm saib xyuas.
Hais txog teeb meem me me ua ntej lawv nce ntxiv.
Koom nrog cov neeg ua haujlwm hauv cov haujlwm tu vaj tse.
10.2 Tsis muaj kev cob qhia tus neeg ua haujlwm
Cov neeg ua haujlwm tsis tau txais kev cob qhia feem ntau yuav ua rau kev ua haujlwm yuam kev, siv cov cuab yeej siv tsis raug, thiab tsis quav ntsej cov cim ceeb toom.
Kev daws:
Muab kev cob qhia tsis tu ncua.
Txhawb nqa kev paub sib qhia ntawm cov neeg ua haujlwm.
Khaws cov ntaub ntawv siv tshuab siv tau.
Txhawb ib kab lis kev cai ntawm kev kawm tas mus li.
10.3 Tsis quav ntsej lub tswb ceeb toom
Lub tswb ceeb toom muaj rau vim li cas. Kev tsis quav ntsej lawv zoo li tsis quav ntsej lub tswb hluav taws xob-nws tsis tshua muaj qhov zoo.
Kev daws:
Tshawb xyuas lub tswb tam sim ntawd.
Khaws cov ntawv ceeb toom rau cov teeb meem tshwm sim.
Qhia cov neeg ua haujlwm kom nkag siab lub ntsiab lus ceeb toom.
Tsis txhob hla cov lus ceeb toom kev nyab xeeb.
Xaus
CNC tshuab muaj hwj chim, meej, thiab incredibly txhim khu kev qha-thaum lawv nyob nraum zoo tswj thiab ua hauj lwm. Feem ntau cov teeb meem CNC tshuab tsis tshwm tawm ntawm qhov chaw. Lawv maj mam dhau los ntawm kev hnav, tsis saib xyuas, lossis kev ua yuam kev tib neeg yooj yim. Txoj xov zoo? Ze li ntawm tag nrho cov teeb meem no tiv thaiv tau nrog kev paub zoo, kev saib xyuas tsis tu ncua, thiab kev xav zoo.
Los ntawm kev nkag siab txog cov teeb meem ntawm CNC tshuab thiab lawv cov kev daws teeb meem, koj tuaj yeem txo lub sijhawm poob qis, txhim kho qhov zoo, txuas lub tshuab lub neej, thiab txuag cov nqi tseem ceeb hauv lub sijhawm ntev. Kho koj lub tshuab CNC zoo li tus khub mus sij hawm ntev, tsis yog ib qho khoom siv xwb, thiab nws yuav muab nqi zog rau koj nrog kev ua tau zoo thiab qhov tseeb.
 English
English 简体中文
简体中文 繁體中文
繁體中文 العربية
العربية Français
Français Русский
Русский Español
Español Português
Português Deutsch
Deutsch italiano
italiano 日本語
日本語 한국어
한국어 Nederlands
Nederlands Tiếng Việt
Tiếng Việt ไทย
ไทย Polski
Polski Türkçe
Türkçe አማርኛ
አማርኛ ພາສາລາວ
ພາສາລາວ ភាសាខ្មែរ
ភាសាខ្មែរ Bahasa Melayu
Bahasa Melayu ဗမာစာ
ဗမာစာ தமிழ்
தமிழ் Filipino
Filipino Bahasa Indonesia
Bahasa Indonesia magyar
magyar Română
Română Čeština
Čeština Монгол
Монгол қазақ
қазақ Српски
Српски हिन्दी
हिन्दी فارسی
فارسی Kiswahili
Kiswahili Slovenčina
Slovenčina Slovenščina
Slovenščina Norsk
Norsk Svenska
Svenska українська
українська Ελληνικά
Ελληνικά Suomi
Suomi Հայերեն
Հայերեն עברית
עברית Latine
Latine Dansk
Dansk اردو
اردو Shqip
Shqip বাংলা
বাংলা Hrvatski
Hrvatski Afrikaans
Afrikaans Gaeilge
Gaeilge Eesti keel
Eesti keel Māori
Māori සිංහල
සිංහල नेपाली
नेपाली Oʻzbekcha
Oʻzbekcha latviešu
latviešu অসমীয়া
অসমীয়া Aymara
Aymara Azərbaycan dili
Azərbaycan dili Bamanankan
Bamanankan Euskara
Euskara Беларуская мова
Беларуская мова भोजपुरी
भोजपुरी Bosanski
Bosanski Български
Български Català
Català Cebuano
Cebuano Corsu
Corsu ދިވެހި
ދިވެހި डोग्रिड ने दी
डोग्रिड ने दी Esperanto
Esperanto Eʋegbe
Eʋegbe Frysk
Frysk Galego
Galego ქართული
ქართული guarani
guarani ગુજરાતી
ગુજરાતી Kreyòl ayisyen
Kreyòl ayisyen Hausa
Hausa ʻŌlelo Hawaiʻi
ʻŌlelo Hawaiʻi Hmoob
Hmoob íslenska
íslenska Igbo
Igbo Ilocano
Ilocano Basa Jawa
Basa Jawa ಕನ್ನಡ
ಕನ್ನಡ Kinyarwanda
Kinyarwanda गोंगेन हें नांव
गोंगेन हें नांव Krio we dɛn kɔl Krio
Krio we dɛn kɔl Krio Kurdî
Kurdî Kurdî
Kurdî Кыргызча
Кыргызча Lingala
Lingala Lietuvių
Lietuvių Oluganda
Oluganda Lëtzebuergesch
Lëtzebuergesch Македонски
Македонски मैथिली
मैथिली Malagasy
Malagasy മലയാളം
മലയാളം Malti
Malti मराठी
मराठी ꯃꯦꯇꯥꯏ (ꯃꯅꯤꯄꯨꯔꯤ) ꯴.
ꯃꯦꯇꯥꯏ (ꯃꯅꯤꯄꯨꯔꯤ) ꯴. Mizo tawng
Mizo tawng Chichewa
Chichewa ଓଡ଼ିଆ
ଓଡ଼ିଆ Afaan Oromoo
Afaan Oromoo پښتو
پښتو ਪੰਜਾਬੀ
ਪੰਜਾਬੀ Runasimi
Runasimi Gagana Samoa
Gagana Samoa संस्कृत
संस्कृत Gaelo Albannach
Gaelo Albannach Sepeti
Sepeti Sesotho
Sesotho chiShona
chiShona سنڌي
سنڌي Soomaali
Soomaali Basa Sunda
Basa Sunda Wikang Tagalog
Wikang Tagalog Тоҷикӣ
Тоҷикӣ Татарча
Татарча తెలుగు
తెలుగు ትግንያውያን
ትግንያውያን Xitsonga
Xitsonga Türkmençe
Türkmençe संस्कृत
संस्कृत ئۇيغۇرچە
ئۇيغۇرچە Cymraeg
Cymraeg isiXhosa
isiXhosa ייִדיש
ייִדיש Yorùbá
Yorùbá isiZulu
isiZulu



















































































































































